Вимоги до зварювання поліетиленових труб. Інструкція зі зварювання поліетиленових труб своїми руками
Добрий день. Сьогодні розповім про те, як виконується зварювання труб ПНД при побудові побутових і промислових трубопроводів. Тема представляє чималий інтерес, так як труби з поліетилену низького тиску стають все більш затребуваними через доступною вартості, високої міцності і тривалого експлуатаційного ресурсу.
способи зварювання
Чи можлива якісна зварювання ПНД труб своїми руками? Можлива, але за однієї умови: при монтажі повинно використовуватися спеціальне обладнання.
Зварювальні роботи виконуються двома способами:
- Встик - сполучаються елементи розігріваються до температури плавлення по торцях і стикуються під тиском;
- Застосовується електрозварні муфта, яка одягається на суміщені торці і оплавляється.
Стосовно до регіонів з сейсмічною активністю доцільно використовувати електрозварні муфти, які забезпечують високу міцність з'єднання. Сварка встик менш міцна, але в цьому випадку ціна готового результату істотно нижче.
Розглянемо кожен з перелічених способів докладніше.
Спосіб перший: зварювання поліетиленових труб встик
Сучасне обладнання для зварювання труб ПНД встик складається з наступних елементів:
- станина (центратор) застосовується для фіксації стикуються труб в необхідному положенні;
- торцеватели (тріммер) необхідний для механічної обробки стикуються торців;
- нагрівальний елемент застосовується для розігріву торців до температури плавлення;
- гідравлічний блок надає руху поєднувані труби і забезпечує оптимальну щільність шва.
![]()
- Розбираємо центратор, звільняючи місце під труби (стикуються деталі), для цього знімаємо фіксує затискачі;

- Встановлюємо стикуються деталі в центратор і фіксуємо їх у верхній частині зажимами;
Гвинти затискачів однаково закручуємо як з лівого, так і з правого боку. На другому від торця затиску даємо більше зусилля, Тоді як на першому від торця затиску даємо менше зусилля, щоб не деформувати трубу.
- За допомогою регулювального клапана виставляємо необхідний тиск рухомої частини центратору;
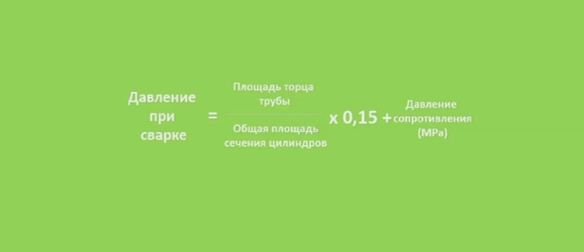
Зварювальне тиск визначається відповідно до таблиці, яка пропонується до обладнання. Також, для визначення зварювального тиску можна застосувати наступну формулу.
- Очищаємо поверхню торців від бруду і пилу, використовуючи спеціальні серветки або безворсову ганчір'я і спирт як розчинник;

- Встановлюємо торцеватели між стикуємими деталями на станину;
- Включаємо гідравліку і зрушуємо стикуються елементи, а потім включаємо торцеватели;
- Демонтуємо центратор і видаляємо залишки пластикової стружки з труб;

- Перевіряємо стикуються деталі на співвісність;

- Очищаємо торці від жиру;

- Встановлюємо на станину нагрівальний елемент;
- Виставляємо на таймері час і температуру, необхідні для оплавлення поліетиленових стінок;
Для поліетилену низького тиску температура плавлення становить не менше + 220 ° С.

- Включаємо гідравліку і зводимо стикуються елементи до нагрівача під тиском;

- Запускаємо нагрів, який припиниться після спрацьовування таймера;
- Після того як таймер подав звуковий сигнал, відключаємо тиск і виймаємо нагрівальний елемент;
- Знову зводимо стикуються торці під тиском для отримання міцного і акуратного шва;

- Запускаємо таймер на охолодження поліетилену;
Охолодження поліетилену для якості шва не менш важливо, ніж саме зварювання. Тому витримуємо для охолодження не менше 7 хвилин і в цей час не тривожимо ні з'єднання ні центратор.
- після звукового сигналувідключаємо тиск, розбираємо обладнання і звільняємо зварену конструкцію.
Спосіб другий: зварювання встик криволінійних ділянок трубопроводу екструдером
Тепер ми знаємо, як варити поліетиленові труби встик на прямолінійних трасах. Але, що робити, якщо потрібно зварити не прямолінійно ділянку траси, а, наприклад, зробити відвід під кутом 45 градусів? У цьому випадку застосовується спеціальне обладнання для зварювання ПНД труб - екструдер.
Інструкція проведення зварювальних робіт наступна.
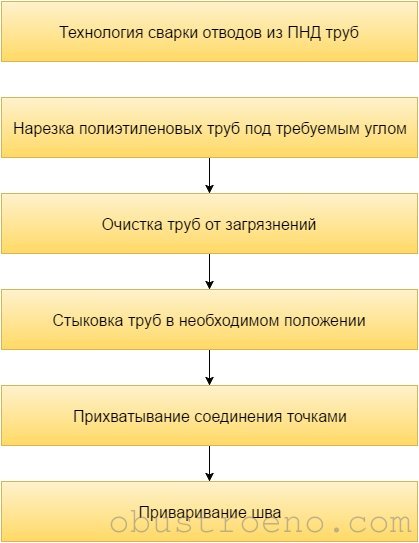
Розглянемо докладніше етапи, перераховані на схемі.
- За допомогою пили торцювання ріжемо торці труб під необхідним для кутом;

- Видаляємо стружку і зрізаємо задирки, після чого протираємо стикуються поверхні дрантям, просоченої в спирті.
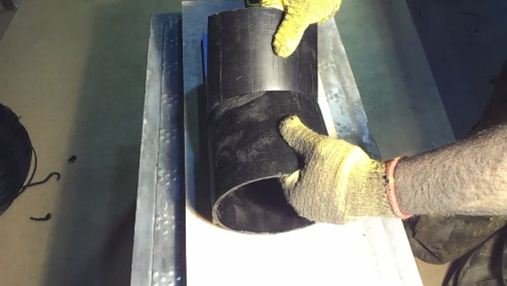
- Стикуються деталі укладаються на рівну поверхню, приєднуються один до одного під потрібним кутом і утримуються вручну;

- На екструдері виставляємо температуру плавлення гранул (+ 220 ° С);

- Далі екструдером робимо прихватки по стику труб;

- Після того як прихватки зроблені, чекаємо 5-7 хвилин щоб пластик охолов;

- Наносимо пластик по всьому колу деталей, що зварюються;

- Після того як пластик завдано, залишаємо конструкцію остигати протягом 7 хвилин, після чого зварювання вважається виконаним.
Якщо при нанесення пластика з екструдера шов буде виходити не дуже акуратним, його можна буде підрівняти ножем по закінченню зварювання.
Тепер кілька слів з приводу міцності зварного шва. У плані експерименту, після того як охолов пластик, була виконана деформація зібраного відведення.

Монтажник тиснув на область шва своєю вагою до тих пір, поки поперечний переріз труб з круглого Герасимчука овальним. Зрозуміло, аналогічні досліди з трубами, звареними встик шляхом нагрівання торців продемонструють меншу міцність шва.
Спосіб третій: Електромуфтове зварювання
Огляд способів з'єднання поліетиленових труббув би неповним без застосування електрозварювальних муфт. На сьогоднішній день цей метод набуває дедалі більшого поширення завдяки високій міцності і довговічності готового результату.
Спосіб застосуємо як при побудові трубопроводів в закритих приміщеннях, так і при роботі в польових умовах. Істотним недоліком способу є висока ціна муфт. З іншого боку, така вартість виправдана високими експлуатаційними якостями з'єднання.
Інструкція виконання з'єднань з використанням електромуфти на наступній таблиці.

Розглянемо перераховані моменти докладніше.

- Стикуються торці обрізаються спеціальним труборізом для того щоб отримати оптимальну співвісність при стикуванні;

- За допомогою ручного скребка знімаємо оксидний шар з поверхні прилеглої до ділянки стикування (приблизно 20 см від торця);

- Знімаємо утворилася стружку, використовуючи той же скребок;

- Зовнішню поверхню труб і внутрішню поверхню муфти знежирюємо спеціальними серветками або безворсовой дрантям, змоченою в спирті;

- Розмічаємо труби за розміром муфти для більш простого позиціонування в центратор;

- За зроблених позначок кріпимо труби і муфту в центратор;
Збірну конструкцію потрібно зафіксувати, але не потрібно деформувати. щоб круглий перетинтруб не стало овальним, що не перетягуємо затискачі.
Зчитування штрих-коду
- Включаємо апарат і виконуємо зчитування штрих-коду, нанесеного на корпус муфти;
більшість сучасних зварювальних апаратівпрацюють в напівавтоматичному режимі. Час нагрівання і охолодження муфти задається в процесі зчитування даних зашифрованих в штрих-коді. Без зчитування коду апарат не почне зварювання.
- Після того як код лічений, запускаємо процес зварювання, після закінчення якого апарат повідомляє звуковим сигналом;
- Після закінчення процесу зварювання засікаємо 7 хвилин, після чого охолодження поліетилену можна вважати закінченим;
- Розбираємо затискачі на центратор і вивільняє обладнання з-під місця пайки.
Наведена інструкція може використовуватися як керівництво для поверхневого ознайомлення з процесорам зварювання ПНД труб. Для забезпечення оптимального результату керуйтеся інструкцією виробника, яка додається як до апарату, так і до муфти.
висновок
Отже, тепер ви знаєте, як з'єднати в єдине ціле поліетиленові труби. Залишилися якісь питання? Задавайте їх в коментарях до тексту. Крім того, рекомендую подивитися відео в цій статті.
31 липня 2016р.Якщо ви хочете висловити подяку, додати уточнення або заперечення, щось запитати у автора - додайте коментар або скажіть спасибі!


Поява поліетиленових труб перетворило трудомісткі роботи по монтажу комунікацій в захоплюючу гру. Адже конструкція настільки легко і швидко збирається, що складно назвати цей процес роботою. Труднощі вас можуть підстерігати хіба що на етапі з'єднання елементів. Про це блоці монтажу і поговоримо. Отже, як проводиться зварювання поліетиленових труб, і чи можна все зробити самостійно?
поліетиленові конструкції
Щоб інструкція зварювання поліетиленових труб вами була засвоєна краще, варто ближче познайомитися з цим матеріалом, дізнатися його переваги і недоліки.
Поліетиленові труби - «нащадки» звичайних - пластикових, останнім їх покоління, найдосконаліше і саме універсальне. Зараз такі конструкції використовують повсюдно - для різних потреб: опалення, подачі води, виведення відпрацьованих речовин і так далі. Ще б пак, адже останнє покоління пластика бездоганно в роботі і «живе» до похилого віку - півстоліття. Цей матеріал в своїх характеристиках набагато перевершує знайомий всім метал, колись який є найнадійнішим для прокладки комунікацій. Тому домовласники повсюдно змінюють залізо на пластик - як би провокаційно це не звучало, а останній - надійніше.
Різноманіття виробів з поліетилену вражає погляд
Знайомтеся з переліком його переваг:
- легка вага;
- простота монтажу;
- низька ціна;
- універсальність застосування;
- можливість установки при будь-якій погоді;
- малий обсяг відходів;
- відсутність ефекту корозії;
- збереження гнучкості конструкції;
- висока міцність швів;
- відсутність вапняних відкладень усередині системи;
- ідеальна гладкість виробів;
- стійкість до агресивних речовин;
- відсутність конденсату;
- акустична ізоляція;
- привабливий зовнішній вигляд.
Якщо говорити про мінуси такого виду конструкцій, то вони проявляються тільки, якщо техкартою зварювання поліетиленових труб порушена. Так що уважно запам'ятовуйте, як все робити правильно.

Хочете все зробити своїми руками? Що ж, готуйтеся запам'ятовувати
види з'єднання
Щоб набір поліетиленових виробів перетворити в систему, треба бути обізнаним з видами з'єднання і вибрати найоптимальніший з них - відповідний для вашої ситуації.
Отже, способи кріплення труб поділяють на такі:
- Механічне з'єднання. Найпростіший, але не універсальний (підходить для кріплення внутрішніх фрагментів водопроводу) спосіб збирання. Для робіт будуть потрібні фітинги та відповідні інструменти. Таке з'єднання в будь-який момент можна розібрати і знову зібрати, що дуже зручно для проведення ремонту або проведення огляду конструкцій.
- Зварювання. Даний вид кріплення більш трудомісткий, але і більш надійний. За допомогою цієї методики можна монтувати комунікації, як методом траншейною укладання, так і безтраншейним способом. сучасна технологіязварювання поліетиленових труб дозволяє зберігати гнучкість і міцність виробів. На практиці застосовують два види з'єднання:
- електромуфтового зварювання;
- стикове зварювання.
Це важливо знати! Щоб зварювання була проведена максимально якісно, купуйте вироби одного виробника, а труби - випущені в складі однієї партії. Якщо не вийде, то відсортуйте елементи різних партій і з'єднувати їх між собою.

Слідкуйте, щоб різка елементів відбувалася строго під прямим кутом
Інструкція зі зварювання
Якщо ви вибрали поліетиленові труби, вчинили мудро, але тепер їх ще потрібно грамотно встановити. Давайте вчитися
базові правила
Незалежно від того, яка технологія вами обрана - Електромуфтове або стикове зварювання поліетиленових труб, необхідно дотримуватися таких важливих принципів:
- Сполучаються елементи повинні бути сумісними (і за складом, і за фізичними параметрами).
- Сварка встик поліетиленових труб може проводитися тільки, якщо частини мають однаковий діаметр і рівну товщину стінок.
- Краї слід ретельно очистити і знежирити.
- Кінці конструкцій, які не задіяні в процесі з'єднання, необхідно закрити заглушками, щоб уникнути впливу холодного повітря, що негативно впливає на процес.
- Під час робіт потрібно мінімізувати вплив зовнішнього середовища, а саме:
- в спеку не допускайте попадання сонячних променів на ділянку з'єднання;
- в вітряну погоду створіть перешкоду для поривів повітря;
- в холодну пору приміщення для робіт рекомендовано обігріти.
- Під час зварювання і охолодження конструкції виключіть механічний вплив на систему.
А тепер розглянемо в деталях, що собою являє технологія зварювання поліетиленових труб встик і за допомогою електромуфтового методу.
Варто звернути увагу! Перед початком робіт протестуйте конструкції на елліпсность. Браковані вироби не пускайте в справу, інакше зіпсуєте всі деталі.

Фотофрагмент електромуфтового методики: приєднані нагрівачі
електромуфтового з'єднання
Такий вид зварювання, званий також терморезисторним, використовують для кріплення елементів різної товщини стінок і діаметра, а також для установки безнапірних трубопроводів - установок дренажу, самопливної каналізації і т.д.
Для з'єднання за даною технологією будуть потрібні спеціальні - електрозварні фітинги. А тепер запам'ятовуйте порядок робіт.
- Розробіть проект системи.
- Розрахуйте необхідну кількість труб і інших деталей.
- Проведіть закупівлю.
- Наріжте конструкцію на частини передбачуваної планом довжини. Слідкуйте, щоб зріз був виконаний рівно, уникайте затікання розплавленого матеріалу всередину системи.
- Підготуйте і очистіть деталі, включаючи муфти. Не буде зайвим знежирити поверхню елементів за допомогою спирту, завдавши його на шматок дрантя.
- Якщо поверхню елементів окислена, видаліть зайве за допомогою спеціального скребка.
- Закріпіть елементи в позиціонері, пам'ятаючи про співвісності.
- Щоб уникнути попадання пилу обмотайте місце з'єднання липкою стрічкою.
- Відкриті кінці конструкцій закрийте заглушками.
- Подайте напругу на висновках муфти.
- Дочекайтеся поки елементи, розігрівшись, скріпити.
Терморезисторне зварювання поліетиленових труб повинна проводитися тільки за умови нерухомості, що з'єднуються. У такому ж становищі конструкція повинна перебувати до повного охолодження шва.

Так виглядає установка для з'єднання встик
стикова зварювання
Технологія і параметри зварювання поліетиленових труб встик більш цікаві, оскільки елементи з'єднуються на молекулярному рівні, утворюючи більш міцний шов. Використовується такий метод для монтажу елементів, що мають діаметр від 50 мм і товщину стінок від 5 мм.
При даному способі краю виробів за допомогою спеціального нагрівального приладу розігріваються, а потім розплавляються і в такому стані стикуються, утворюючи одне ціле і бездоганний шов.
Порядок робіт при такому вигляді зварювання до пункту № 7 ідентичний попередньому варіанту з'єднання (за винятком того, що муфти для робіт не потрібні).

Таблиця для визначення часу нагрівання та охолодження елементів, що зварюються
А потім вона й іде за таким «сценарієм»:
- торці елементів вставте в апарат так, щоб розігріває плита виявилася між ними;
- краю притисніть до плити і не міняйте тиску натиску до процесу плавлення;
- нагрівайте елементи, дотримуючись норм (в цьому вам допоможе наведена нижче таблиця зварювання поліетиленових труб);
- видаліть плиту і зістикуйте торці, надаючи на них рівномірний тиск;
- утримуючи вузол, дочекайтеся охолодження поліетилену.
Варто звернути увагу! Щоб кріплення встик було вироблено якісно і швидко, використовуйте прилади з механічним або гідравлічним приводом.
Відео-інструкція: зварювання поліетиленових труб
Зварювання поліетиленових труб - відповідальний, але захоплюючий процес, якому ви тепер навчені.







