Електрозварні муфти пнд. Електрозварні муфти для поліетиленових труб: види, переваги, метод монтажу
Електрозварні фітинги для труб приєднуються до торців за допомогою електродіффузіонной зварювання. На нагрівальну спіраль, змонтовану всередині з'єднувального елемента, подається струм. Напруга і час подачі регулюються апаратом автоматично в залежності від налаштувань. При пропущенні струму заставні елементи фітинга і поверхню труб в місці стику нагріваються і плавляться. Утворюються міцні молекулярні зв'язки в товщі шва. Фітинг забезпечує надійне, герметичне, нероз'ємне з'єднання.
асортимент виробів
Електрозварні фітинги ПНД випускаються широкою номенклатурою. В асортименті представлені трійники, муфти, переходи, заглушки, сідлоподібні відгалуження, запірні крани та інші вироби. Використання фітингів в процесі монтажу трубопроводів дозволяє будівельникам з'єднувати труби різних діаметрів, Перекривати робочий потік, створювати врізки, міняти маршрут системи, вирішувати безліч різних завдань. З електрозварні сполучними елементами роботи виконуються якісно і максимально швидко.
Під час монтажу трубопроводу буде потрібно використання сполучних елементів, які зможуть гарантувати герметичність системи.
Щоб полегшити спайку пластикових матеріалів один з одним вигідно використовувати муфти електрозварні для поліетиленових труб.
Даний вид фітингів оснащений електронагрівальної системою вбудованої всередину конструкції. Ці вироби діляться на кілька видів, які використовуються в певних випадках.
Муфтове з'єднання використовується для об'єднання різних видів полімерних труб, Що використовуються в системах холодного водопостачання.
Це може бути як артезіанська, так і технічна вода. Ще вони часто використовуються при будівництві трубопроводу для транспортування природного газу і хімікатів, що не взаємодіють з полімером ПНД.
Муфта ПЕ100 SDR11 добре себе проявляє як сполучна деталь систем з внутрішнім тиском в 16 атмосфер, якщо температура рідини, що транспортується не перевищує 40 ˚. А нагрівальна частина, яким оснащений цей вид виробів, виробляє розплав поліетилену до вузького виду.

Коли з'єднання відбулося і повністю охололо, частини трубопроводу стають однією монолітною конструкцією.
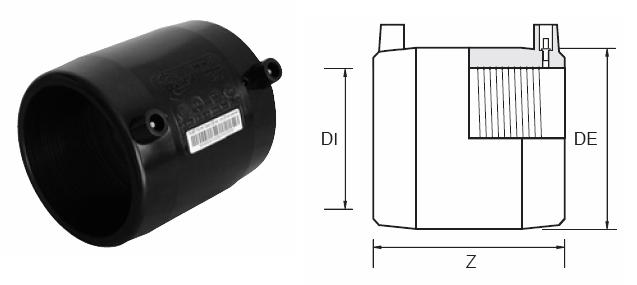
Муфта ПЕ100 SDR11, як і інші фітинги оснащена чипом, на якому відображений штрих-код. У ньому міститься докладна інструкціяпро матеріал: тимчасові рамки нагріву, потрібна сила струму і час повного охолодження.

Такий вид кодування не тільки зручний, але і практичний, так як зчитування коду сканером здійснюється за лічені секунди, і зварювальний інструментналаштовується автоматично під потрібні параметри для якісного проведення роботи.
Електрозварна муфта ПЕ100 оснащена спіраллю, яка виготовлена зі спеціального сплаву, який не допускає її забруднення і забезпечує високу якість проведення зварювальних робіт.
Метал, з якого виготовлена спіраль, не дає температурну компенсацію, тому зварювальні роботи здійснюються швидко і призводять до утворення єдиної монолітної конструкції.
установка
Муфта ПЕ100 встановлюється наступним чином. До нагрівальної спіралі подається електрострум, під впливом якого відбувається плавлення стінок поліетиленової труби, утворюючи високоякісний стик. Вся технологія установки відбувається за такими етапами:

Початковий елемент ПЕ100 SDR11 по номенклатурі передбачає, що він повинен витримати номінальний тиск PN16. І продукти цієї марки вважаються часто використовуваними.
Компресійні вироби для поліетиленових трубопроводів виготовляється найчастіше з полімерів, але цанга або гільза - зроблені з металу. Корпус для об'єднання з ПЕ труб ллють із пластику.
Максимально використовуваний розмір діаметра компресійних муфт, який вважається економічно вигідним - 6 см. Трубопроводи з поліетилену більшого перетину, ніж 6 см недоцільно з'єднувати компресійної муфтою, хоча виробники виготовляють моделі діаметра 10 см.
Компресійна муфта для поліетиленових труб (Цангова) дає можливість зробити з'єднання збірно-розбірних, А конструкція з гільзою робить з'єднання нерознімним.

Це потрібно враховувати при будівництві трубопроводу, особливо якщо він буде замурований або закопаний в землю.
Оскільки даний з'єднувальний елемент для поліетиленових труб фіксує їх кінці на своєму ніпель за допомогою обжимного елемента, то прес муфта з'єднує елементи трубопроводу за допомогою гільзи, яка мнеться спеціальними лещатами. І якщо гайку відкрутити можна, то вирівняти гільзу - немає.
І в будь-яких інших випадках, коли здійснення зварювального з'єднання встик здійснити немає можливості.
Відео 3
За технологією установки ПЕ100 SDR11 може виконуватися в великому діапазоні температурних режимів, що дозволяє здійснювати монтажні і ремонтні роботи і в зимову холоднечу і в літню спеку.
Правильний вибір електрозварювальних фітингів
Сьогодні на будівельному ринку можна побачити величезний асортимент електрозварювальних муфт ПЕ від різних виробників. Спочатку варто звернути увагу на відгуки покупців і рекомендації професіоналів.
Відео 4
Оснащуються вбудованими електронагрівальними приладами і призначені для чи інших сполучних елементів. Такі вироби бувають різного видуі призначення.
Види електрозварювальних муфт для поліетилену
За допомогою електрозварювальних фітингів проводиться монтаж різних мереж і трубопроводів, до яких стійкий поліетилен. Їх застосовують при будівництві:
- систем водопроводів питної та технічної води;
- трубопроводів для транспортування газу;
- систем транспортування хімічних елементів, Які не вступають в хімічну реакціюз поліетиленом.
Застосовується пе електрозварні муфта при тиску робочого потоку не більше 16 атмосфер і температурі робочого середовища, що не перевищує 40 градусів.
Такі вироби випускаються декількох різновидів в залежності від діаметра і призначення. Діаметр може варіюватися від 20 мм до 315 мм і відрізнятися за експлуатаційними характеристиками, для якого трубопроводу вони призначаються - на газ або воду, хоча на сьогоднішній день випускають електрозварні елементи універсального призначення, які з успіхом застосовують на всіх видах трубопроводів.
Переваги та недоліки електрозварювальних поліетиленових муфт
Муфти поліетиленові з вбудованим електронагрівальних пристроєм мають такі експлуатаційні характеристики, які можна віднести до їх переваг. Переваги електрозварювальних муфт:
електрозварні поліетиленові муфтимають також ряд недоліків, які необхідно враховувати при виборі сполучних елементів і монтажі всієї системи.
Недоліки електрозварних муфт такі:
- неможливість використання таких з'єднань для проводки опалення та системи гарячого водопостачання, так як вони розраховані на робочу температуру до 40 градусів;
- такі матеріали не можна використовувати, якщо в трубопроводі високий тиск робочого потоку;
- ці сполуки бояться сильнокислой і лужного середовища, тому при використанні необхідно враховувати ці чинники.
Незважаючи на невеликі недоліки даних деталей з поліетилену, їх використання з кожним роком тільки збільшується. Тут грає роль надійність і швидкість монтажу, що дуже важливо при використанні в усуненні різних аварій.
Конструкція електрозварювальних поліетиленових з'єднань

Електрозварні елементи мають складну конструкцію. Муфта містить в собі закриту спеціальну спіраль, яка виготовляється з особливого сплаву. Ця спіраль запобігає різні забруднення, а також робить якість зварювання високим. Матеріал, з якого зроблена спіраль в даному з'єднанні, не дає температурну компенсацію, і тому зварювання електрозварних муфт відбувається досить швидко, а з'єднуються компоненти стають однією монолітною конструкцією.
Виконання монтажу за допомогою електрозварювальних елементів
Монтаж муфт з вбудованим нагрівальним елементомвідбувається за допомогою подачі на їх нагрівальні елементи електричного струму. Під дією високої температуристінки з'єднувального вироби та частини трубопроводу плавляться і забезпечують якісний і герметичний стик. Монтаж всієї системи за допомогою зазвичай відбувається в кілька етапів:

Якщо монтаж конструкції виконаний досвідченими фахівцями згідно з усіма будівельними нормами і правилами, то така система буде служити дуже довго. Застосовуючи електрозварні муфти для поліетиленових труб в якості сполучних виробів, при монтажі системи трубопроводу, отримують візуально однорідну і монолітну систему.
Область застосування електрозварювальних муфт

Застосування електрозварювальних муфт охоплює досить велику область. Їх використовують при будівництві трубопроводів різного призначення і проведення інженерних комунікацій. Найчастіше муфти з вбудованою спіраллю, застосовують при виконанні ремонтів в умовах обмеженого простору, наприклад в траншеях. За рахунок швидкості зварювання таких з'єднань ці сполучні деталі є незамінними при проведенні аварійних робіт. Їх застосування допустимо при будівництві складних трубопровідних конструкцій і відгалужень від існуючого трубопроводу, коли проведення стикового зварювання з якої-небудь причини здійснити неможливо.
Поширене використання таких фітингів при монтажі трубопровідних систем діаметром до 110 мм. Технологія зварювання муфт дозволяє виконувати роботи в широкому діапазоні температур, тобто використання таких елементів незамінне при ремонтах в мороз або жарким літом. При зварюванні можливо протоколювання всього процесу, що дозволяє використовувати цю технологію при зварюванні газопроводів.
Які електрозварні муфти варто вибрати
на сучасному ринкупредставлено велика кількістьелектрозварювальних муфт з поліетилену різних виробників. Можна зустріти зварні елементи виробництва промислових підприємств:
- Австрії;
- Німеччині;
- Італії;
- Росії.
Вибираючи фітинги для монтажу труб, потрібно в першу чергу спиратися на відгуки споживачів і слідувати порадам фахівців. У великих спеціалізованих магазинах можна знайти електрозварні з'єднання відомих брендів різних країн-виробників. Тут можна уважно розглянути кожен виріб і отримати саму вичерпну інформацію по його монтажу. У таких магазинах зазвичай представлений і великий вибір спеціальних паяльників для зварювання систем. Багато фахівців рекомендують застосування електрозварювальних муфт зарубіжного виробництва, в цьому є логіка, тому що практично виключено застосування вторсировини для виготовлення таких фітингів, отже, вони будуть більш надійні.
висновок
Якщо планується проведення нового трубопроводу або модернізація вже існуючого, то незамінними в якості з'єднань поліетиленових труб будуть муфти з вбудованим електронагрівальних елементом. У такому випадку вся конструкція вийде міцною і герметичною, а її обслуговування не завдасть клопоту.
У цій статті ви дізнаєтеся, що таке електрозварні муфта для поліетиленових труб. Як здійснюється зварювання фітингів ПНД типу. Що вдає із себе електрозварні ПНД фітінг і його сполучення.
Електрозварна муфта застосовується в процесі формування нероз'ємного ділянки в трубопроводі. При цьому в більшості випадків елементи магістралі монтуються на зварювання з урахуванням найбільш навантажених ділянок, у яких є спеціальний список вимог до стикувального шву.
За рахунок електрозварювальних швів можна забезпечити найбільш високоміцне з'єднання на стику, так як воно досягає приблизно 90-95 відсотків від повного моноліту. Саме тому дана технологія стикування стала так популярна при монтажі труб, як з металу, так і поліетиленових.
Металеві електрозварні фітинги
З'єднувальні елементи з металу виробляються в рамках двох форматів - для різьбових з'єднань, І для зварювання. Різьбові фітінги припускають, що на їх торцях буде нарізка внутрішньої або зовнішньої різьби. А ось торці зварного фитинга не включають в себе нічого крім фасок, за допомогою яких куди легше сформувати зварювальний шов.Прі цьому основна частина фітингів для ПЕ100 встановлюється в саму магістраль за допомогою з'єднання встик або внахлест.
Під першим варіантом передбачається, що труба і фітінг будуть сполучатися у відповідності зі своїми торцями, тобто зовнішня частинасполучних елементів повинна бути ідентична діаметру труби.
А ось другий варіант має на увазі, що труба вводиться в фітінг. Тобто при цьому потрібно відповідність між внутрішнім діаметром елемента, і зовнішнім - в трубі.
З іншого боку, кожен з цих варіантів має ідентичне продовження - стик заварюється за допомогою електродугових або аргонодугового сварок, при використанні рутилового електрода. При цьому у аргонодугового технології зварювання труб є маса переваг, так як вона дозволяє забезпечити куди більш якісні шви, в порівнянні зі стандартною електродугової зварюванням.
Електрозварні фітинги з поліетилену
Як відомо, у полімерного трубопроводу є маса переваг за рахунок його універсальності і можливості застосовувати електрозварні елементи з'єднання. І в першу чергу такий ПНД фітінг монтується на трубопроводи, які виготовляються із застосуванням матеріалів низького тиску.

Електрозварні ПНД фітінг також пов'язаний з двома видами монтажу - встик і внахлест. При цьому враховуються термопластичні характеристики поліетиленових труб, тобто при монтажі встик застосовується паяльник, а кожен з елементів повинен утримуватися за допомогою спеціального затиску. До слова, таким же способом і відбувається формування з'єднань внахлест, але для цього попередньо прогрівається муфта з трубою за допомогою особливого калібру, після чого розігріта труба пресується в ПНД фітінг.
При цьому застосування як одного, так і іншого методу, проводиться на основі одних і тих же фізичних ефектів - полімерні ланцюжки руйнуються на рівні молекул, для чого потрібно нагріти матеріал до 170 градусів, після чого утворюються вже нові зв'язки, коли полімер остигає. В результаті, електрозварювання ПНД зачіпає молекулярний рівень, тому і таке з'єднання буде настільки ж міцною, як і сама труба.
Муфти з електроелементів
Той спосіб монтажу, що описувався вище, передбачає необхідність користуватися особливими паяльниками для зварювання труб, які будуть прогрівати саму область контакту. Проте, за допомогою сучасних технологійможна відкинути необхідність працювати з таким громіздким обладнанням, достатньо лише скористатися електрофітінгом ПЕ100. Різниця між таким фитингом і звичайним електрозварні елементом зводиться до того, що він має в своєму розпорядженні внутрішнім нагрівачем.
Тобто процес зварювання при з'єднанні внахлест, буде проходити всередині самих поліетиленових елементів. При цьому, по суті, мова буде йти про тією ж технологією, що і у випадку з пайкою - легкосплавний елемент нагріває шар труб разом з внутрішнім простором фитинга, а після того, як знизиться температура - між молекулами труби і фітинга буде утворено кілька нових поліетиленових ланцюжків.

В результаті при використанні електрофітінга ПЕ100 в процесі зварювання труб з поліетилену, з гарантією видається необхідний результат, і в процесі монтажу безнапірних або напірних видів водоводу, і навіть під час складання промислового трубопроводу, який вимагає найвищу міцність труб (робота з газом або хімічно активними речовинами ).
Ну, а у самих електрозварювальних ПЕ100 є такі важливі переваги:
- Такий ПНД фітінг 100 може бути встановлений на будь-яку з поліетиленових труб, зовнішній діаметр якої становить 20-400 міліметрів.
- Шви, що створюються в таких фітингах, здатні витримати тиск аж до 16 атмосферних сил.
- Поліетиленові ПНД фітинги проявляють інертність практично до всіх хімічних речовин, тому таке з'єднання буде актуально також і для труб, які використовуються в технічних або питних цілях.
- За рахунок високих показників міцності в зварювальних швах, трубопровід витримує досить серйозні удари гідравлічного характеру.
- За рахунок широкого розкиду за діаметрами, ПНД фітинги можна використовувати практично з будь-якими трубами SDR17.
- У кожного фітинга ПЕ100 є кілька стандартних клем, які з'єднуються за допомогою легкоплавких елементів, закладених в саме тіло елемента. Тому в процесі монтажу фитинга ПЕ100, можна скористатися типовими генераторами зварювального струму.
Як відбувається монтаж електрозварні фитинга 110
Перед тим, як почнеться зварювання фітингів ПНД типу, потрібна підготовка самого з'єднувального елемента, зварювального апаратуі труб SDR17. Зробити це можна таким чином:
- Трубу SDR17 необхідно підрізати таким чином, щоб її кут з центральною віссю дорівнював 90 градусам. Торець фитинга ПЕ100 також перпендикулярний, це контролюється виробником, тому з'єднувальні елементи підрізати необхідності немає.
- Після того, як буде опрацьовано торець SDR17, з одного з її країв знімається фаска за допомогою спеціальних інструментів - Фаскознімачі.
- SDR17 необхідно ввести в ПЕ100, а показник глибини занурення необхідно зафіксувати за допомогою маркера. Дана позначка потрібна для того, щоб можна було легше зібрати зварене з'єднання.
- Далі все, що залишиться зробити - це протерти трубу SDR17, а також ПНД фітінг, обов'язково з використанням якогось розчинника - щоб знежирити майбутні зварювальні ванни.

Варто звернути увагу, що дана операція проробляється обов'язково два рази, так як під звареним монтажем SDR17, передбачається необхідність одночасно зафіксувати труби - як на вхідний, так і на вихідний частини 110 фитинга. Ну а саму зварювання можна виконати таким чином:
- SDR17 необхідно зафіксувати в 110 фітингу на місці маркування, причому з іншого кінця 110 проробляється та ж маніпуляція.
- Після цього відбувається фіксація труби в спеціальному пристрої, який має відстежувати, наскільки вірно співвідношення між 110 фитингом і входять-виходять гілками в трубопроводі.
- Далі на клеми фитинга 110 встановлюється пристрій для зварювання. У його блоці задається інформація щодо діаметра і товщини деталей. До слова, ці дані можуть задаватися в процесі формування зварних з'єднань, що буде розраховано відповідно до габаритів труби і 110 фитинга.
- Закінчивши ці маніпуляції, пристрій включається в прогревочном режимі і через півгодини відключається від вже готових деталей. При цьому, на протязі періоду нагрівання, забороняється торкатися, як фитинга 110, так і труб.
Після того, як зніметься трансформатор і позиционер, конструкція вважається готовою, і цілком може експлуатуватися. Подивитися зварювальні параметри можна прямо на муфті. Там є наклейка зі штрих-кодом, яка містить всю потрібну інформацію. Відповідно до неї можна налаштувати зварювальний апарат.
муфта пе
Електрозварні муфти поділяються на кілька категорій, залежно від призначення. Кожна з них, оснащена електронагрівальних пристроєм, який вбудовується в муфту. Цей факт, полегшує зварювання поліетиленових труб або інших матеріалів один з одним.
Які бувають електрозварні муфти для поліетилену
Збірка трубопроводів і мереж, проводиться із застосуванням фітингів. Їх використовують в наступних випадках:
- при масштабному будівництві газового трубопроводу;
- в системах, а також водопроводу з технічною водою;
- при перевезенні різних хімічних елементів, якісь не контактують з поліетиленом.
Дані вироби виготовляються в декількох конфігураціях. Дивлячись, який діаметр і розмір потрібно для монтажу технічних виробів. Залежно від того піде муфта на воду або на газ, діаметр буде коливатися в межах від 20 міліметрів до 3,15 см. Втім, чималою популярністю користуються універсальні матеріали, які знайшли широке застосування при складанні будь-якого виду трубопроводів.
 Муфта електрозварні. ПЕ 100 SDR 11 і SDR 17
Муфта електрозварні. ПЕ 100 SDR 11 і SDR 17 Структура електрозварювальних виробів з поліетилену
Все електрозварні матеріали наділені досить непростий структурою. Спіраль, якась знаходиться в, робиться зі спеціального сплаву. Вона відштовхує різноманітні, що утворюються під час експлуатації. Крім того, спіраль служить своєрідним критерієм якісного зварювання. Так як сплав спіралі не віддає температуру на зовнішні компоненти - зварювальні роботи на електрозварювальних муфтах проходять швидко і без проблем. На виході виходить одне цілісне пристрій.
 муфта для зварювання поліетиленових труб
муфта для зварювання поліетиленових труб Головні переваги та недоліки електрозварювальних муфт, призначених для поліетилену
1. Служити такі муфти будуть не менше 50 років.
2. Доступність для широких верств населення.
3. Немає жодних обмежень для роботи і складання конструкції на малодоступних ділянках прокладки труб.
4. Складові, які підійдуть для всіх форм поліетиленових труб, завдяки своїй універсальності.
5. Повний збір всіх частин пристрою, виконується за лічені години.
6. Трубопровідні пристрої, виконані за участю електрозварювальних муфт, відрізняються особливою міцністю і надійністю.
7. передбачають укорочений період збирання.
 муфта електрозварні перехідна
муфта електрозварні перехідна Але крім чималих достоїнств, муфти включають і кілька недоліків, якісь іноді кілька обмежують в роботі з таким матеріалом:
1. Якщо місце з'єднання на трубі буде схильний до впливу лужної або кислого середовища, то цей фактор може, вкрай негативно позначитися на використовуваному матеріалі.
2. Вони не переносять високого тискув робочому стані.
3. Не можна застосовувати їх в системах опалення і при подачі гарячої води, Тому як більше 40 градусів за шкалою Цельсія, для них згубно.
Однак всі перераховані вище недоліки частин з завдяки, своїм якостям таким, як міцність і простота монтажного підключення, стираються. А з кожним роком, сфера їх застосування, тільки розширюється.
 Щоб з'єднати труби між собою і з фасонними елементами з ПЕ використовується електрозварні муфта для поліетиленових труб ПНД.
Щоб з'єднати труби між собою і з фасонними елементами з ПЕ використовується електрозварні муфта для поліетиленових труб ПНД. Як відбувається монтаж із застосуванням електрозварювальних деталей
Монтажні роботи проводяться шляхом подачі електричного струму на нагрівальну частину, яка є в муфтах з вбудованими деталями нагріву. Подальше підвищення температури, дає внутрішніх стінок вироби та частини трубопроводу спаяні, внаслідок чого, утворюється межа, яка має повну герметизацією і високоякісної спайкою матеріалу.
Сам монтаж з використанням фітингів, включає наступні пункти:
- з самого початку, трубу, яку необхідно приєднати до загальної конструкції, зрізають чітко під прямим кутом. Категорично не можна залишати будь-які нерівності і шорсткості. Після рівного зрізу, виріб чистять від налиплого бруду;
- далі, місце зрізу, ретельно зачищається спеціальним технічним інструментом. При цьому дотримуються діаметр для входу в електрозварні фітінг.После, все з'єднувальні деталі повинні бути знежирені, для чого застосовують шматок чистої тканини з нанесеним на неї ацетоном або іншим розчинником;
- боку, призначені для зварювання, акуратно фіксують в. В деякі модифікаціях фітингів вже присутні ці кріплення, в які потім вставляються торці поліетиленових труб. Не можна забувати, що відстань між зварюються трубами, розташованими в середині муфти ніяк не повинно перевищувати товщину стін поліетиленової труби;
- зварювальні роботи виконуються, для послідовної змички труб. Сварка проходить автоматично, розумний апарат самостійно може задавати температуру яка відповідає певному типу зварювання до того ж, виставляти відсоток напруги і часовий ліміт зварювання. В процесі, клеми зварювання з'єднують з контактами електрозварні ділянки, при цьому йде автоматична передача всієї інформації з штрих-коду. Цей код мають усі електрозварні муфти;
- як тільки зварювальні роботи закінчені, відразу перевіряють стики. Вони зобов'язані бути повністю герметичними. Для перевірки, стики намилює і після цього подають по трубі стиснене повітря.
Щоб змонтована система служила тривалий період часу, роботи повинні проводитися кваліфікованими майстрами. Якщо використовувати в процесі електрозварні муфти, призначені спеціально для поліетиленових трубопроводів, то на виході отримують міцну і монолітну конструкцію.
 муфта електрозварні sdr17
муфта електрозварні sdr17 У яких областях знайшли застосування електрозварні муфти
Через те, що монтаж таких з'єднань проводиться досить швидко, вони просто незамінні при аварійних і екстрених роботах. У разі неможливості використання інших елементів при стиковому зварюванні на будівництві трубопроводу підвищеної складності, застосовують муфти. А вбудована спіраль в електрозварювальних муфтах дає можливість проводити монтаж в важких умовах, наприклад - траншеях.
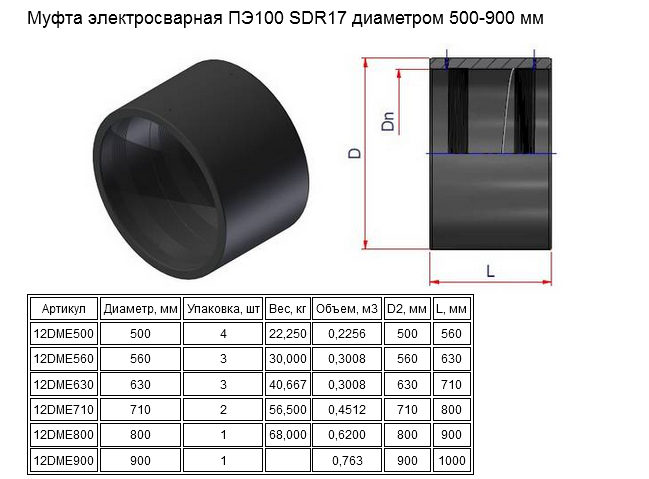
 Муфта електрозварні ПЕ100 SDR17
Муфта електрозварні ПЕ100 SDR17 Робочий тиск: 6 bar Газ - 10 bar Вода
SDR 17
Тип поліетилену: PE100
На яких електрозварювальних муфтах зупинити вибір
Фахівці радять купувати італійські, німецькі та австрійські муфти. Вироби цих країн відмінно себе зарекомендували. Відомі фірми виробники не виготовляють фітинги їх різного вторинної сировини що, безумовно, позитивно позначається на якості елементів. Варто звернути увагу і на російських виробників, деталі яких широко представлені на вітчизняному ринку.
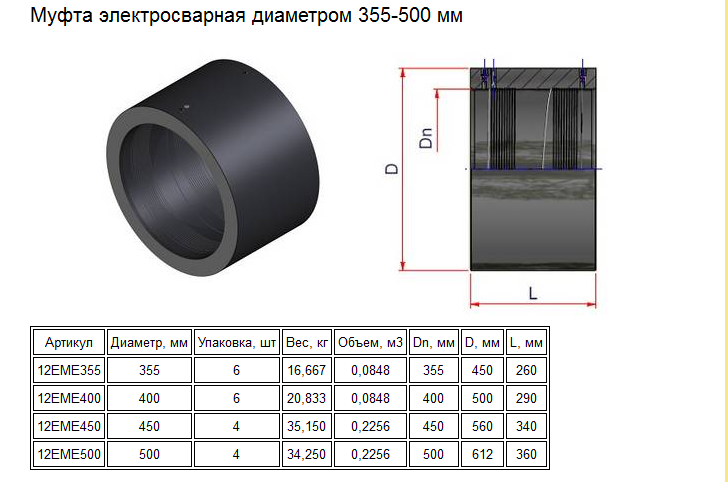
 Муфта електрозварні ПЕ 100 SDR 11
Муфта електрозварні ПЕ 100 SDR 11 Робочий тиск: 10 bar Газ - 16 bar вода,
SDR: 11
Поліетилен: PE100
 муфта поліетиленова електрозварні
муфта поліетиленова електрозварні  муфта електрозварні 63
муфта електрозварні 63 Підбиваючи підсумки
Якщо в найближчому майбутньому, в планах є монтаж і ремонт трубопроводу або деякого його ділянки, то придбання муфт з вбудованим нагрівальним елементом, буде правильним рішенням. Адже кожен, бажає отримати надійну, міцну і довговічну конструкцію, яка потребує додаткових зусиль при її обслуговуванні.







