Як зварювати труби пнд апаратом для ППР. Технологія зварювання пнд труб
Пластиковий сифон давно витіснив з будинкових та квартирних комунікацій своїх, популярних раніше, сталевих і чавунних побратимів. Згодом пластик перекинувся на водопровідні труби, Підкоривши користувача маленькою вагою, властивостями, новизною і ціновою політикою. Однак багато хто до цих пір відносяться до поліетиленових труб з часткою недовіри і підозрілості. А про те, щоб провести заміну поліетиленових трубсвоїми руками, навіть не йдеться.
Для уникнення втрати тепла, кінці муфт закриваються заглушками.
Сварка ПНД труб своїми руками? Потрібно з'ясувати, як це виглядає на практиці і чи можливо розібратися самому, не вдаючись до послуг професіонала. Але для початку необхідно зрозуміти, що таке поліетиленові труби.
Характеристики ПНД труб

В даний час поліетилен високого та низького тиску використовується для виробництва широкого спектру продукції. Це пакувальна продукція, труби, ізоляція, сітки, каністри, комплектуючі, іграшки та багато іншого. Характеристики поліетиленових труб низького тиску:
- Термін експлуатації, який становить не менше 40 років. Це великий плюс.
- Вони не вимагають обслуговування, з огляду на те що ні піддаються корозійних і хімічних змін.
- Цінова політика. При однакових характеристиках їх вартість значно нижче.
- Гладка внутрішня поверхня. Зміна внутрішнього діаметра, внаслідок відсутності утворення накипу, і мулу не відбувається.
- Теплопровідність. Втрата тепла і утворення конденсату їм не загрожує, як і руйнування внаслідок замерзання.
До всього цього додається незначну вагу труб, що полегшує зберігання, транспортування і складання-монтаж. Важливо те, що зварювання поліетиленових труб проводиться набагато швидше і дешевше, ніж їх сталевих побратимів. А зварні з'єднання такого виду залишаються надійними і через деякий час. Не можна не відзначити екологічність і гнучкість труб ПНД по всій довжині.
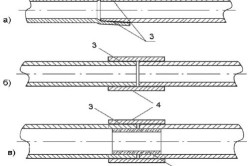
Особливості стикового зварювання
Найбільш поширений вид з'єднання - це стикова зварка поліетиленових труб. При її виробництві кінці труб, що зварюються фіксуються в спеціальних затискачах. Ці фіксатори розташовуються на загальних напрямних. Далі проводиться торцювання з використанням певних пив. Торці труб нагріваються за допомогою електронагрівального приладу до тих пір, поки поліетилен не стає досить вузькому і не стискаються під впливом гідравліки.
Стійке з'єднання досягається за рахунок розплавлення частин і їх стиснення на молекулярному рівні. Якість стиків залежить від виду зварювального устаткування. Чим краще зварювальний апарат та його можливість контролювати зазначені процеси, тим краще кінцевий результат. Контактна зварювання дозволяє забезпечити достатню гнучкість без втрати міцності системи.
Якщо ви збираєтеся провести зварювання труб своїми руками, то для отримання якісного результату не зайвими будуть наступні інструкції:
- Необхідно розташувати стики матеріалу в зварювальному апараті.
- Далі між ними поміщається електронагрівальна плита.
- Стики притискаються до електронагрівачі з певним тиском.
- Поліетилен повинен розплавитися до появи первинного грата.
- Потім слід зниження тиску і видалення нагрівального елементу після достатнього прогріву.
- Стики труб з'єднуються під тиском.
- Очікування охолодження конструкції.
Є кілька апаратів, що дозволяють здійснювати зварювання ПЕ труб: апарати з механічним приводом, з гідравлічним приводом, з програмним управлінням.
Переваги стикового зварювання ПНД труб: якість з'єднання, автоматичний контроль, час зварювання.
Нюанси електромуфтового зварювання
У цьому виді зварювальних робіт необхідно використання спеціальних електрозварювальних фітингів з електричними нагрівачами. Це часто стосовно при ремонті вже прокладених труб, значному обмеженні в просторі, врізки в уже працюють трубопроводи. На такий вид зварювання не впливають товщина, розмір труб і температура навколишнього середовища.
- В першу чергу готується місце для обладнання і безпосередньо виробництва зварювання.
- Готується і перевіряється обладнання.
- Вибираються параметри і режим зварювання з урахуванням поліетиленових труб і деталей з'єднання.
- Очищається соединяемая поверхню. Рівне обрізаються стики виробів.
- Проводиться механічне чищення стиків елементів скребками. Знімається шар - до 0,2 мм.
- Основна система і деталь кріпляться і центруються, а також захищаються від забруднення за допомогою липкої стрічки.
Що робити при механічному поєднанні за допомогою певних деталей? Такий вид представляє собою з'єднання з використанням спеціальних компресійних фітингіві вважається найбільш простим способомз'єднання. Застосовується при роботі з системами маленького діаметру або Буртовий втулками. А наявність різноманітних конфігурацій дає можливість збирати безліч систем.
Перевірка якості
Будь-яке виробництво, а зварювання поліетиленових труб своїми руками - не виняток, вимагає суворого дотримання якості здійснюваних робіт. При візуальному контролі слід звернути увагу на наступне:
- Поверхня місця стикування виробів не повинна бути нижче їх основної поверхні.
- Недопущення значного (не більше ніж 10% від товщини) зміщення елементів по відношенню один до одного.
- Вал, що утворюється в процесі зварювання, як внутрішній, так і зовнішній, не повинен перевищувати певної висоти по відношенню до стінки конструкції.
Якщо під час робіт були дотримані всі вимоги і рекомендації по зварці ПНД труб, отримане з'єднання вважається якісним.
Створений трубопровід, незважаючи ні на що буде служити вам довго і якісно протягом усього зазначеного виробниками періоду.
Поради професіоналів:
- При прокладанні систем необхідно враховувати рівень промерзання землі. Як правило, він становить 0,5 м.
- Мінусом такого виду виробів є те, що вони багато в чому втрачають свої властивості під впливом сонячного випромінювання.
- Термін зберігання на відкритому повітрі - до 2 років (при t не нижче -40 ° С).
- Навколишня температура під час виконання робіт повинна становити від -5 до + 35 ° C.
Крім того, не перевищуючи встановленої температури і концентрації, труби ПНД витримують контакт практично з усіма базовими кислотами і лугами.
поліетиленові труби різного діаметразатребувані при спорудженні газопроводів, мереж каналізації, водопостачання і дренажних систем. Популярність труб ПНД обумовлена експлуатаційними властивостями, технічними можливостями зведених конструкцій і простотою монтажу.
Для фіксації труб з поліетилену використовують зварювання, яка в залежності від умов проведення та застосовувана обладнання може виконуватися встик або за допомогою електромуфт. Застосування зварювання ПНД труб дозволяє отримувати міцні НЕ роз'ємні з'єднання, Стійкі до гідравлічних ударів. Вони відрізняються герметичністю і здатні витримувати гідравлічні удари.
- 1 Попередня підготовка
- 2 Електромуфтове зварювання
- 2.1 Нюанси формування з'єднань
- 2.2 Технологія проведення
- 3 Стикова зварювання
- 3.1 Основи технології
- 3.2 Особливості виконання
попередня підготовка
Перед проведенням монтажу необхідно підготувати матеріали і перевірити зварювальне обладнання. Для інженерних комунікацій застосовують труби з поліетилену низького тиску, діаметр яких становить від 20 до 1200 мм. Їх нарізають на відрізки потрібного розміру і обробляють торці. Готує устаткування включає:
- огляд деталей зварювального апаратуі перевірку функціонування приводів і заземлення;
- видалення залишків полімеру і обробку робочих поверхонь зварювального обладнання знежирюючими засобами;
- перевірку рівня масла в гідравлічній системі.
Щоб забезпечити певний режим зварювання, перевіряють функціонування контрольно-вимірювальних пристроїв, якими укомплектовані зварювальні апарати.
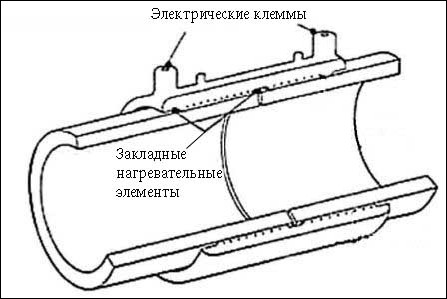
Електромуфтове зварювання

При роботі в обмеженому просторі фіксацію ПНД труб здійснюють шляхом електромуфтового зварювання. Вона проводиться з застосуванням електромуфт і дозволяє споруджувати розгалуження у функціонуючих трубопроводів. Завдяки застосуванню методу електромуфтового зварювання отримують сполуки, які розраховані на навантаження до 16 атм.
Нюанси формування з'єднань

Електромуфти - фасонний елемент з корпусом з поліетилену, в який вставляють електричні спіралі. Для фіксації труб на прямих ділянках магістралей необхідні муфти простої конфігурації, а для зварювання кутових і розгалужених конструкцій застосовують трійники і аналогічні деталі. Електромуфти випускають для труб різного діаметру з обов'язковою калібруванням, що вказує час впливу інструменту при нагріванні і інші параметри проведення зварювання.
Особливості методу електромуфтового зварювання полягають в нагріванні і наступному размягчении поліетилену під впливом електричного струму. Він подається спіралі, які знаходяться в корпусі муфти, і забезпечує розплавлення матеріалу. Кінці поліетиленової труби під муфтою також нагріваються, утворюючи після охолодження міцне з'єднання з фасонним елементом. Тиск, який потрібен для міцної фіксації зварювальних поверхонь, виникає завдяки розширенню поліетиленових труб під впливом нагрівального інструменту.
Важливо! Сварка ПНД труб із застосуванням муфт проводиться при температурі в межах -10 ... + 30 ° C. В інших умовах роботи повинні виконуватися в укритті, яке дозволяє підтримувати температуру в зазначеному інтервалі.
технологія проведення

Для зварювання ПНД труб з використанням електромуфт необхідно спочатку зачистити кінці з'єднуються труб, видаляючи нерівності. Подальші роботи по фіксації ПНД труб електромуфти включають:
- закріплення муфти і вставлених в неї кінців труб з поліетилену за допомогою спеціального обладнання;
- з'єднання контактів електромуфти і зварювального апарату;
- подачу напруги на спіралі муфти.
По завершенню зварювання ПНД труб електромуфти відключають обладнання від харчування, труби з приварений муфтою остигають і тверднуть, утворюючи в місцях фіксації міцний шов. Параметри зварювання визначає розмір перетину ПНД труб. Якщо зварювана труба має великий діаметр, то слід передбачити додатковий нагрів елементів з поліетилену.
Важливо! Для міцної фіксації ділянок поліетиленових труб за допомогою електромуфтового зварювання необхідно забезпечити нерухомість конструкції при її охолодженні.
Отримувані при зварюванні ПНД труб електромуфти з'єднання перевіряють на відповідність наступним вимогам:
- зміщення елементів конструкції не може бути більше 10% від товщини стінок труб;
- висота валика зварного шва для труб товщиною до 5 мм не повинна перевищувати 2,5 мм, а для труб зі стінками 6-20 мм - 5 мм.
Вивчити процес зварювання ПНД труб із застосуванням муфт і ознайомитися з його нюансами допоможе відео електромуфтового зварювання поліетиленових ПНДтруб.
стикова зварювання

Для фіксації поліетиленових труб (ПНД) з діаметром понад 50 мм і товщиною понад 4 мм використовується стикова зварка, яка проводиться за допомогою спеціального зварювального апарату.
основи технології
При стиковому зварюванні фіксація торців труб з поліетилену відбувається після їх розм'якшення під впливом нагрівального елементу зварювального устаткування. В результаті такої зварювання ПНД труб утворюється міцний шов, що співпадає за технічними параметрами з рештою поверхні поліетиленових труб.
На відміну від зварювання труб ПНД за допомогою муфт з'єднання елементів комунікацій стикового зварюванням можна застосовувати для фіксації деталей з поліетилену однієї марки. Для отримання якісного шва при монтажі комунікацій зварювання ПНД труб проводять при температурі від -15 ° C до +45 ° C, точно дотримуючи технологію.
особливості виконання

Перед проведенням зварювання ПНД труб їх очищають від сміття і перевіряють відповідність SDR, що з'єднуються. Потім видаляють з торців труб відколи й інші дефекти. Для спрощення підготовки перед зварюванням можна використовувати торцеватели, який служить для обрізання кінців труб під прямим кутом. Проведення стикового зварювання поліетиленових труб включає:
- розміщення і обов'язкове вирівнювання труб в центратор апарату для зварювання, причому відстань між ними повинна становити близько 4 мм;
- перевірку паралельності кінців труб;
- підвищення температури торців труб за допомогою нагрівального елементу;
- видалення інструменту для нагрівання із зони зварювання ПНД труб;
- зведення і стикування розм'якшених решт, яка проводиться під тиском;
- охолодження конструкції і перевірка параметрів шва, отриманого при зварюванні ПНД труб.
При проведенні зварювання ПНД труб необхідно контролювати нагрів, величину оплавлення і тиск. Зусилля, що додається при виконанні стикового зварювання для фіксації торців, не повинно бути більше максимально допустимого для матеріалу значення, інакше якість з'єднання значно погіршується. Ознайомитися з технологією зварювання труб ПНД допоможе відео стикового зварювання поліетиленових труб.
Вибір обладнання, яке застосовується для зварювання ПНД труб, визначається перетином виробів і характеристиками комунікацій. Дзеркала використовують при виконанні стикового зварювання своїми руками для монтажу безнапірної каналізації. Зварювальні апарати з механічним приводом дозволяють проводити зварювання труб ПНД, якщо діаметр труб, що зварюються не перевищує 1600 мм. Вони затребувані при виконанні стикового зварювання своїми руками під час прокладки напірних мереж та на об'єктах житлово-комунального господарства. Для фіксації труб діаметром, який становить понад 1600 мм, застосовують пристрої, оснащені гідравлічним приводом.
Важливо! Стикова зварювання поліетиленових труб повинна проводитися на твердій основі. Обов'язковою умовою отримання якісного шва є правильне розташування труб: різниця в осях при зварюванні ПНД труб не може перевищувати 10% від товщини стінок.
Поліетиленові труби низького тиску сьогодні відкривають абсолютно нові можливості для монтажу систем водопостачання. Їх використання стає можливим при тиску в 10 атмосфер і температурному діапазоні від мінус 60 до плюс 40 градусів Цельсія. Такий трубопровід не іржавіє, що не накопичує всередині різного характеру відкладення, підходить як для холодного, так і для гарячого водопостачання. Поєднання всіх елементів в одну магістраль не забирає багато часу. Сварка пнд труб виконується швидко і легко, якщо є зварювальне обладнання, певні навички. Дотримання всіх інструкцій і рекомендацій зробить цей процес максимально простим і доступним.
Способи з'єднання пнд труб
Пн зварювання труб можна здійснити кількома способами:
- стикового зварюванням (з'єднання виконується завдяки використанню сталевих фланців);
- електрофузіонной муфтою.
Труби поліетиленові широко застосовуються в будівництві
Особливості стикового зварювання
Монтаж труб з поліетилену великого діаметра з'єднують зварюванням встик. В результаті виходить цілісна лінія, а значить, стикування буде надійною.
Однак слід враховувати, що такий тип з'єднання - технологічно копіткий процес. Буде потрібно спеціальне зварювальне обладнання, допомога висококваліфікованого зварювальника. Тим не менше, використання додаткових деталей не потрібно, що помітно полегшує процес монтажу.
Сварка високої якості повинна виконуватися одним швом. Це забезпечить високу міцність з іншою частиною монтируемой труби.
Стикова зварювання пнд труб може застосовуватися як для з'єднання труб магістралі між собою, так і для злиття сполучних деталей. Це універсальний і ефективний спосіб, При використанні якого зберігається гнучкість поліетилену, а значить, і всієї системи трубопроводу.

Сварка пнд труб
Технологія зварювання встик така:
- кінці труб, що зварюються встановлюються в самому центрі зварювального апарату;
- елементи вирівнюються і фіксуються;
- торці очищаються чистої бавовняної серветкою від пилу і сміття;
- зварюються поверхні обробляються механічно (спеціальним торці пристрою);
- коли торцювання зупиняється, перевіряється паралельність решт;
- якщо залишається зазор, який помітно перевищує допустиму по технічним характеристикамзначення, торцювання повторюють.
Для зварювання пнд труб використовується спеціальне обладнання. За допомогою інструменту з антипригарним покриттям нагрівають торці труб, призначених для зварювання. Після того, як краю поплавилися, зварюються поверхні розлучаються, а нагрівальний елемент витягується. Кінці замикають, після чого рівномірно піднімають тиск до заданого значення притиску. Шов необхідно витримати певний час під заданим тиском.
Після цих робіт зварювання пнд труб встик перевіряється за зовнішнім виглядом, по ширині і висоті грата.
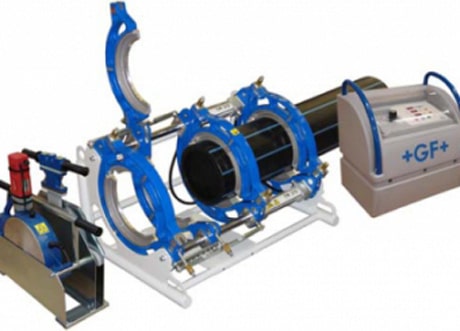
Апарат для зварювання труб встик
електромуфтового з'єднання
З'єднання даного типу виконується за допомогою спеціальної муфти, в яку вбудовані електронагрівальні елементи. Воно здатне витримати тиск до 16 атм. Електромуфтове зварювання пнд труб за своїми економічними характеристиками поступається стиковому зварюванні, проте вона незамінна в обмежених умовах, коли установка габаритного апарату для зварювання стає просто неможливою.
Як правило, з'єднання поліетиленових труб здійснюється за допомогою простої електромуфти. Але можуть застосовуватися також сідлові відводи, електрофузіонние трійники. Часто такі муфти використовують для монтажу трубопроводу невеликого діаметру.

Електромуфтовий спосіб зварювання
Яка ж технологія зварювання труб пнд електромуфтового методом?
Поверхні поліетиленових труб готуються заздалегідь: знімається поверхневий шар, видаляються забруднення в місці, відведеному під зварювання.
Елементи майбутньої магістралі трубопроводу і електромуфти позиціонуються на одній осі (це дуже важливо).
Підключається апарат, який подає струм. Це призводить до того, що заставні електроелементи муфти поступово нагріваються і розплавляють поверхні поліетиленової труби.
У процесі плавлення поверхню збільшується в розмірах. Оскільки простір обмежений діаметром електромуфти, створюється необхідний тиск для зварювання.

Зварювальне обладнання для поліетиленових труб
Апарат для зварювання труб пнд відключається. Після того, як необхідний час для охолодження закінчиться, з'єднання можна перевіряти на міцність.
Такий тип зварювання може бути застосований не тільки для монтажу системи водопроводу, але і газопроводу.
З'єднання труб за допомогою фітингів з нагрівальними заставними елементами часто використовується і під час ремонтних робіт, особливо, коли необхідно виконати врізку в діючий трубопровід.
При установці поліетиленових труб часто використовуються роз'ємні з'єднання, фланці. Якщо елементи магістралі мають діаметр в 50 мм і менше, вони з'єднуються за допомогою обтискних фітингів, компресійних фітингів.
Відео-інструкція: Електромуфтове зварювання труб ПНД
Готуючись до монтажних робіт, слід ретельно вибирати обладнання для зварювання труб пнд. На вибір обов'язково впливатимуть особливості трубопроводу, довжина складових елементів, діаметр труб, товщина стінок. Цілком можливо, що працювати доведеться не тільки ручним зварювальним апаратом, а й обладнанням для більших труб.
Якщо необхідно виконати зварювання пнд труб своїми руками, слід дуже серйозно поставитися до цього питання: потрібно ретельне вивчення всіх інструкцій і рекомендацій досвідчених фахівців.
Монтаж труб ПНД: зварювання, муфтове з'єднання + як зігнути / розпрямити таку трубу
Житло сучасної людини практично неможливо уявити без полімерів. Особливо популярним став поліетилен низького тиску, який зайняв значний сектор на ринку сантехнічного обладнання. З нього сьогодні виробляється велика частина трубопроводів, по яких транспортуються різні середовища, а також трубопровідна арматура до них. Труби ПНД стали популярні завдяки їх незаперечних переваг, а також нескладному монтажу - його може виконати і людина без спеціальної підготовки. Але, як і в будь-якій справі, і тут є свої особливості та нюанси, тому новачкові не завадить для початку дізнатися, як виконати правильно монтаж труб пнд своїми руками. Прочитайте цю статтю, саме про це тут і йде мова.
Характеристика і сфера застосування труб ПНД
Труби ПНД виготовляються з щільного якісного поліетилену і відрізняються міцністю і гнучкістю, мають невелику вагу, тому легко монтуються. Вони не потребують катодного покритті як металеві трубиі не вимагають спеціального обслуговування. Їх основні переваги:
- вони не гниють, не схильні до корозії, не бояться агресивних середовищ;
- висока зносостійкість (термін їх експлуатації - більше 50 років);
- еластичні, не тріскаються при низьких температурахабо при замерзанні усередині них води;
- екологічно безпечні;
- що не була піддана шкідливому впливу грибків і бактерій;
- можуть бути використані в сейсмічно активних районах;
- відносно недорогі.
Завдяки своїм численним переваг труби ПНД отримали широке застосування в будівельній галузі. Їх використовують:
- для монтажу каналізаційних систем;
- для збирання водопроводу;
- при прокладці електромереж - для захисту кабелів (у вигляді гладких або гофрованих труб);
- при спорудженні артезіанських свердловин;
- в системах зрошення в сільському господарстві.
На жаль, труби з поліетилену можна використовувати для опалення і гарячого водопостачання, оскільки температура рідини, що транспортується не повинна перевищувати + 40 ° С. Ці обмеження обумовлюються тим, що поліетилен починає розм'якшуватися вже при + 80 ° С.
Популярність поліетиленових труб обумовлена в першу чергу простотою їх монтажу. Їх з'єднують декількома способами.
Способи з'єднання труб
З'єднання труб ПНД буває двох видів:
- нероз'ємні (з'єднання встик зварювальним апаратом і Електромуфтове зварювання);
- роз'ємні (за допомогою сполучних деталей).
нероз'ємні з'єднання
застосовуються зазвичай на ділянках, де трубах належить працювати в сфері високого тиску. З'єднання за допомогою зварювання підходять для всіх ПНД труб діаметром більше 50 міліметрів. Отриманий в результаті зварювання шов міцніше самої труби в кілька разів і забезпечує абсолютну герметизацію стику.
Зварювання труб встик
Стикова зварювання труб пнд здійснюється за допомогою спеціального апарату. Суть такого з'єднання полягає в нагріванні торців труб спеціальним нагрівальним елементомдо в'язкого стану. Пом'якшені кінці труб з'єднують під тиском і залишають охолонути місце з'єднання природним способом. Попередньо кінці труб знежирюють і очищають від забруднень.
Зверніть увагу! Під час роботи потрібно стежити за часом нагрівання, за висотою оплавлення матеріалу, тиском на стикуються поверхні і за тим, щоб температура нагрівання дотримувалися в потрібному режимі.
Отриманий зварювальний шов повинен бути рівним, висота його виступу - однаковою. Тільки в цьому випадку він буде максимально міцний і надійний.
 Сварка встик - основний спосіб з'єднання труб ПНД. При чіткому дотриманні технології зварювання виходять міцні та довговічні з'єднання
Сварка встик - основний спосіб з'єднання труб ПНД. При чіткому дотриманні технології зварювання виходять міцні та довговічні з'єднання
Сварка встик вважається одним з найпопулярніших способів з'єднання трубопроводів, проте не можна скидати з рахунків і другий, не менш ефективний спосіб - з'єднання за допомогою електромуфт.
Електромуфтове зварювання
Для цього типу зварювання використовується фасонная муфта з поліетилену. У неї вставлені електричні спіралі і при проходженні електричного струму по ним муфта розігрівається до потрібної температури і приварюється до труб, міцно скріплюючи їх при застиганні. Як і при стиковому зварюванні, перед початком роботи кінці труб ретельно очищають.
 Технологію електромуфтового зварювання активно застосовують в умовах обмеженого простору - при створенні врізок в раніше з'єднані труби, в колодязях, при ремонті і монтажі відводів та ін.
Технологію електромуфтового зварювання активно застосовують в умовах обмеженого простору - при створенні врізок в раніше з'єднані труби, в колодязях, при ремонті і монтажі відводів та ін.
Увага! Обов'язковою умовою проведення процесу електромуфтового зварювання є забезпечення нерухомості деталей під час розігрівання і охолодження.
Зварні з'єднання повинні відповідати наступним вимогам:
- зміщення зварюваних відрізків по відношенню один до одного не повинно становити більше 10% від товщини стінки полімерної труби;
- стикового шов не повинен розташовуватися нижче зовнішнього рівня поверхні труби;
- якісний зварний шов має висоту валика не більше 2,5 міліметра на трубах з товщиною стінки до 5 міліметрів, а на товстостінних трубах, товщина стінок яких становить 6-20 мм, його висота не повинна бути більше 5 міліметрів.
Розумні з'єднання
Такий вид з'єднання здійснюють на ділянках, де в майбутньому може знадобитися реконструкція або ремонт і з'явиться необхідність в розбиранні. Це зустрічається в приватному домоволодінні, коли потрібно під'єднати трубу від джерела водопостачання до ділянки водопроводу, що веде до будинку.
Бувають також ситуації, коли неможливо застосувати зварювальний метод (немає необхідного обладнання або з'єднання потрібно виконувати у воді). У таких випадках використовується муфтове з'єднання. Спеціально випускаються для труб ПНД муфти надійно скріплюють стикуються відрізки.
Роз'ємне з'єднання труб здійснюється двома способами:
- розтрубні з'єднанням (з використанням еластичних прокладок ущільнювачів);
- фланцевим і фітингових з'єднанням, для якого використовуються спеціальні кріпильні елементи.
Для складання монтованих деталей немає необхідності в інструментах і пристосуваннях, крім спеціального ключа, за допомогою якого відкручують і закручують притискні гайки на сполучних фітингах. Цей метод підходить для з'єднання труб невеликого діаметра (20-35 мм).
 Застосування компресійних фітингів дає можливість виробляти з'єднання ПНД труб без використання зварювального апарату - їх монтаж здійснюється шляхом складання елементів фітинга різьбовим способом
Застосування компресійних фітингів дає можливість виробляти з'єднання ПНД труб без використання зварювального апарату - їх монтаж здійснюється шляхом складання елементів фітинга різьбовим способом
Перевагою компресійних фітингів є можливість розбирання при необхідності змонтованих деталей, причому робити це можна неодноразово і виконати таку роботу зможе навіть людина без спеціальної підготовки. Крім того, цей вид монтажу можна виконувати навіть при дуже низьких температурах, а наявність у продажу великого асортименту з'єднують елементів різних діаметрів дозволяє зібрати будь-які потрібні розводки і розгалуження в трубопроводі.
Як випрямити або зігнути трубу ПНД?
Поліетиленові труби продаються прямими відрізками (12м) або бухтами, на які намотані по кілька сотень метрів. При необхідності з котушки можна відмотати потрібну частину труби і відрізати, але питання в тому, як розпрямити накручену кільцями трубу ПНД, щоб не зіпсувати її?
Якщо споруда або заміна трубопроводу здійснюється влітку, зігнуту трубу найкраще залишити полежати на сонці. Поліетилену не страшний ультрафіолет, але під теплими літніми променями труба розм'якшиться трохи і тоді її легко можна буде укласти в траншею або закріпити уздовж стіни. При екстреної заміни водопроводу в зимовий час трубу можна прогріти гарячою водою. Часто йдуть в хід всякі підручні засоби, як, наприклад, цегляна кладка, металеві перила і т.д. Чим коротше відрізок випрямляти труби, тим легше випрямити його до потрібного стану.
При монтажі трубопроводів часто виникає зворотна ситуація, коли потрібно знати, як правильно зігнути ПНД трубу, щоб не пошкодити її. Застосовувати грубу фізичну силу не варто. Для цього слід обдати окропом місце передбачуваного вигину труби або прогріти місце згину будівельним феном або газовим пальником.
Увага! При недостатньому нагріванні труба може зламатися при згині, а при занадто близькому розташуванні до неї нагрівального приладу полімер може спалахнути і це теж призведе до псування виробу.
При виборі способу з'єднання труб важливо враховувати умови експлуатації майбутнього трубопроводу (яке середовище буде транспортуватися, тиск в трубопроводі, діаметр труби та ін.). Від правильності вибору і якості виконання з'єднання буде залежати надійність і довговічність трубопровідної системи.
http://aqua-rmnt.com







